
Processus de fonderie
Le moulage en sable
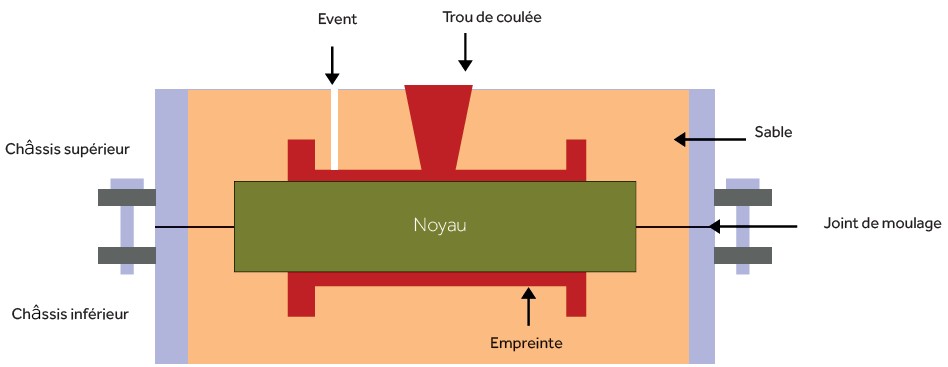
Le moulage en sable consiste à réaliser une empreinte dans le sable à partir d’un modèle aux formes de la pièce. Deux chassis métalliques parfaitement repérés entre eux, servent à maintenir le sable utilisé pour prendre l’empreinte du modèle.
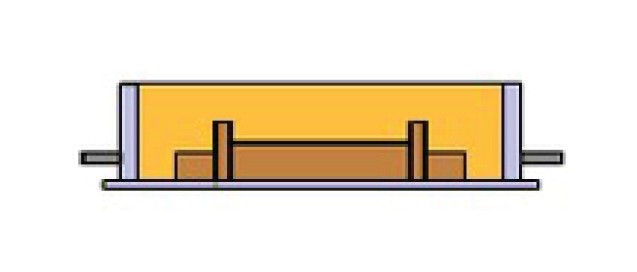
Le fondeur prépare la partie inférieure du moule, le demi modèle est recouvert du sable.
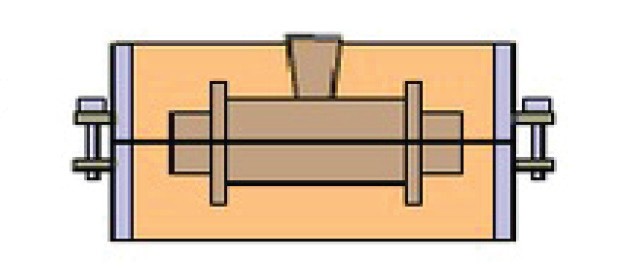
Pour la partie supérieure du moule, le fondeur positionne la deuxième partie du modèle sur la première. Il ajoute le modèle du chenal de coulée puis remplit le châssis avec du sable.
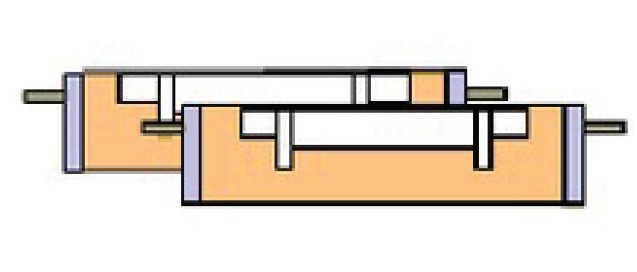
Le fondeur retire alors les demi modèles, perce les évents et retouche les empreintes si cela est nécessaire.
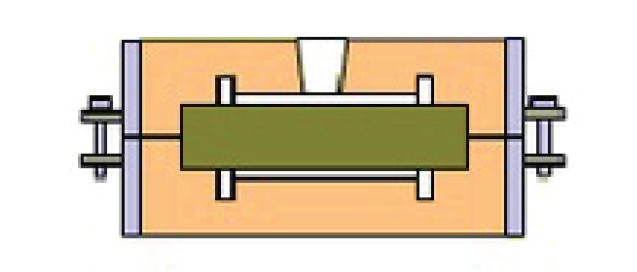
Le noyau est placé sur ses portées, puis le moule est refermé.
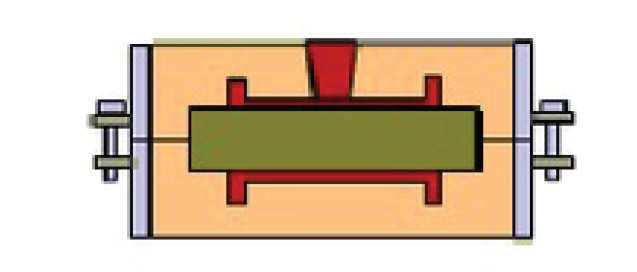
Le fondeur procède alors à la coulée de l’alliage en fusion dans le moule.
Une fois la pièce refroidie, le moule en sable est détruit et le sable traité. La pièce est séparée par sciage du canal de coulée et des évents. Un meulage est ensuite effectué afin de supprimer les bavures.
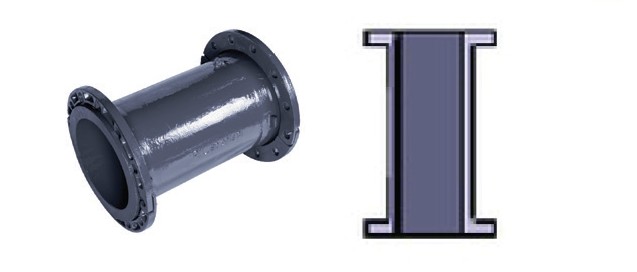
La pièce brute de fonderie est alors prête pour l’usinage de ses surfaces fonctionnelles.